





























一、机床刀具大致分类
刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。
刀具还可以按其它方式进行分类,
如按所用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;
按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;
按是否标准化分为标准刀具和非标准刀具等。

二、常用刀具简介
1、车刀
车刀是金属切削不使用签名加工中应用最广的一种刀具。它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。车刀在结构上可分为整体车刀、焊接装配式车刀和机械夹固刀片的车刀。机械夹固刀片的车刀又可分为机床车刀和可转位车刀。机械夹固车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
2、孔加工刀具
孔加工刀具一般可分为两大类:
一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;
另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。
3、铣刀
铣刀是一种应用广泛的多刃回转刀具,其种类很多。按用途分有:
1)加工平面用的,如圆柱平面铣刀、端铣刀等;
2)加工沟槽用的,如立铣刀、T形刀和角度铣刀等;
3)加工成形表面用的,如凸半圆和凹半圆铣刀和加工其它复杂成形表面用的铣刀。铣削的生产率一般较高,加工表面粗糙度值较大。
4、拉刀
拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。拉刀按所加工工件表面的不同,可分为各种内拉刀和外拉刀两类。使用拉刀加工时,除了要根据工件材料选择刀齿的前角、后角,根据工件加工表面的尺寸(如圆孔直径)确定拉刀尺寸外,还需要确定两个参数:
(1)齿升角af[即前后两刀齿(或齿组)的半径或高度之差];
(2)齿距p[即相邻两刀齿之间的轴向距离]。
5、螺纹刀具
螺纹可用切削法和滚压法进行加工。
6、齿轮刀具
齿轮刀具是用于加工齿轮齿形的刀具。按刀具的工作原理,齿轮分为成形齿轮刀具和展成齿轮刀具。常用的成形齿轮刀具有盘形齿轮铣刀和指形齿轮刀具等。常用的展成齿轮刀具有插齿刀、齿轮滚刀和剃齿刀等。选用齿轮滚刀和插齿刀时,应注意以下几点:
(1)刀具基本参数(模数、齿形角、齿顶高系数等)应与被加工齿轮相同。
(2)刀具精度等级应与被加工齿轮要求的精度等级相当。
(3)刀具旋向应尽可能与被加工齿轮的旋向相同。滚切直齿轮时,一般用左旋齿刀。
7自动线与数控机床刀具
这类刀具的切削部分总的来说与一般刀具没有多大区别不同情况,只是为了适应数控机床和自动线加工的特点,对它们提出了更高的要求。
数控刀具已形成三大系统:车削刀具系统,钻削刀具系统和镗铣刀具系统。
三、常用规格刀具种类和应用
1、车刀
一般使用车刀尖型式有下列几种
1:
(1)粗车刀:主要是用来切削大量且多余部份使工作物直径接近需要的尺寸。粗车时表面光度不重要,因此车刀尖可研磨成尖锐的刀峰,但是刀峰通常要有微小的圆度以避免断裂。
(2)精车刀:此刀刃车出来的工件非常圆滑的表面光度,一般来说精车刀之圆鼻比粗车刀大。
(3)圆鼻车刀:可适用许多不同型式的工作是属于常用车刀,磨平顶面时可左右车削也可用来车削黄铜。此车刀也可在肩角上形成圆弧面,也可当精车刀来使用。
(4)切断车刀:只用端部切削工作物,此车刀可用来切断材料及车度沟槽。
(5)螺丝车刀(牙刀):用于车削螺杆或螺帽,依螺纹的形式分60度,或55度V型牙刀,29度梯形牙刀、方形牙刀。
(6)搪孔车刀:用以车削钻过或铸出的孔。达至光制尺寸或真直孔面为目的。
(7)侧面车刀或侧车刀:用来车削工作物端面,右侧车刀通常用在精车轴的未端,左侧车则用来精车肩部的左侧面。
2:
因工件之加工方式不同而采用不同的刀刃外形,一般可区分为:
(1)右手车刀:由右向左,车削工件外径。
(2)左手车刀:由左向右,车削工件外径。
(3)圆鼻车刀:刀刃为圆弧形,可以左右方向车削,适合圆角或曲面之车削。
(4)右侧车刀:车削右侧端面。
(5)左侧车刀:车削左侧端面。
(6)切断刀:用于切断或切槽。
(7)内孔车刀:用于车削内孔。
(8)外螺纹车刀:用于车削外螺纹。
(9)内螺纹车刀:用于车削内螺纹。
3:孔加工刀具
一类是从实体材料上加工出孔的刀具;另一类是对工件上已有孔进行再加工的刀具.
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具
铰刀按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。
按不同的用途铰刀可分许多种,因此关于铰刀的标准也比较多
铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小,经过绞刀加工后的

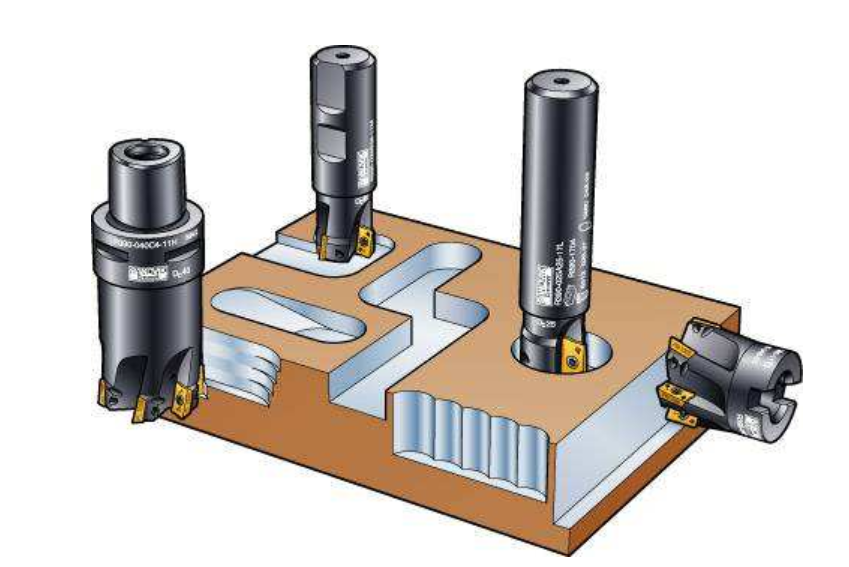
4、铣刀
铣刀种类及其用途:
大体上分为:
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平正面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿形刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿形刀,铣出各种齿形,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工
9.拉刀
内拉刀用于加工各种廓形的内孔表面,其拉刀名称一般都有被加工孔的形状来确定,如圆孔拉刀、四、六方拉刀、键槽拉刀、花键拉刀等。
内拉刀还可以加工螺旋内花键,内齿轮。内拉刀可加工的孔径通常为10-120mm,在特殊情况下可加工到5-400mm,拉削的槽宽一般为3-100mm,孔的长度一般不超过直径的3倍,特殊情况下可达到2m。
外拉刀用于加工各种烤房的外表面,如平面、成型表面、槽纹、汽轮机中的复杂榫槽和榫头以代替这些零件的铣、刨、磨等加工,特别适合用与汽车、摩托车、拖拉机等大批量生产中的某些零件表面。
拉刀按机构分可分为整体式和组合式(装配式)两大类,中心规格的内拉刀都做成整体式,大规格的内拉刀和大部分外拉刀多做成组合式。
根据拉刀刀齿材料又分为:高速钢拉刀和硬质合金拉刀。
5、螺纹刀具
螺纹刀具是用来加工零件表面螺纹的,它有多种形式。
按照螺纹的种类、精度和生产批量的不同,可以采用不同的方法和螺纹刀具来加工螺纹。
按加工方法不同,螺纹刀具可分为切削法和滚压加工法两大类。
切削加工螺纹刀具 :螺纹车刀,丝锥,板牙,螺纹铣刀,有自动开合的螺纹切头。
滚压加工螺纹刀具:滚丝轮和搓丝板。
7、齿轮刀具
齿轮刀具是指加工齿轮齿形的刀具。
按被加工齿轮类形分
渐开线齿轮刀具
(1) 加工圆柱齿轮刀具:如齿轮铣刀、拉刀、滚刀、插齿刀、剃齿刀等;
(2) 加工蜗轮刀具:如蜗轮滚刀、飞刀、蜗轮剃刀等;
(3) 加工锥齿轮刀具:如齿轮刨刀、锥齿轮铣刀盘等;
非渐开线齿形刀具
如摆线齿轮刀具、花键滚刀、链轮滚刀等。
9、自动线与数控机床刀具
数控刀具已形成三大系统:车削刀具系统,钻削刀具系统和镗铣刀具系统。
车削刀具:分外圆、内孔、外螺纹、内螺纹,切槽、切端面、切端面环槽、切断等。
钻削刀具:分小孔、短孔、深孔、攻螺纹、铰孔等。
镗削刀具:分粗镗、精镗等刀具,
铣削刀具:分面铣、立铣、三面刃铣等刀具。
小编能力有限不知道是否缺少,如有大侠发现,请给与指正。




已经很棒了,谢谢分享!![[s-68]](https://cncsst.oss-cn-shanghai.aliyuncs.com/expression/68.png)
我代表阿凡达星球人民感谢楼主的无私分享!楼主万岁!